异种金属焊接 Dissimilar Metal Welding
FLOW-3D WELD 应用于异种金属焊接时,可以观察下列现象
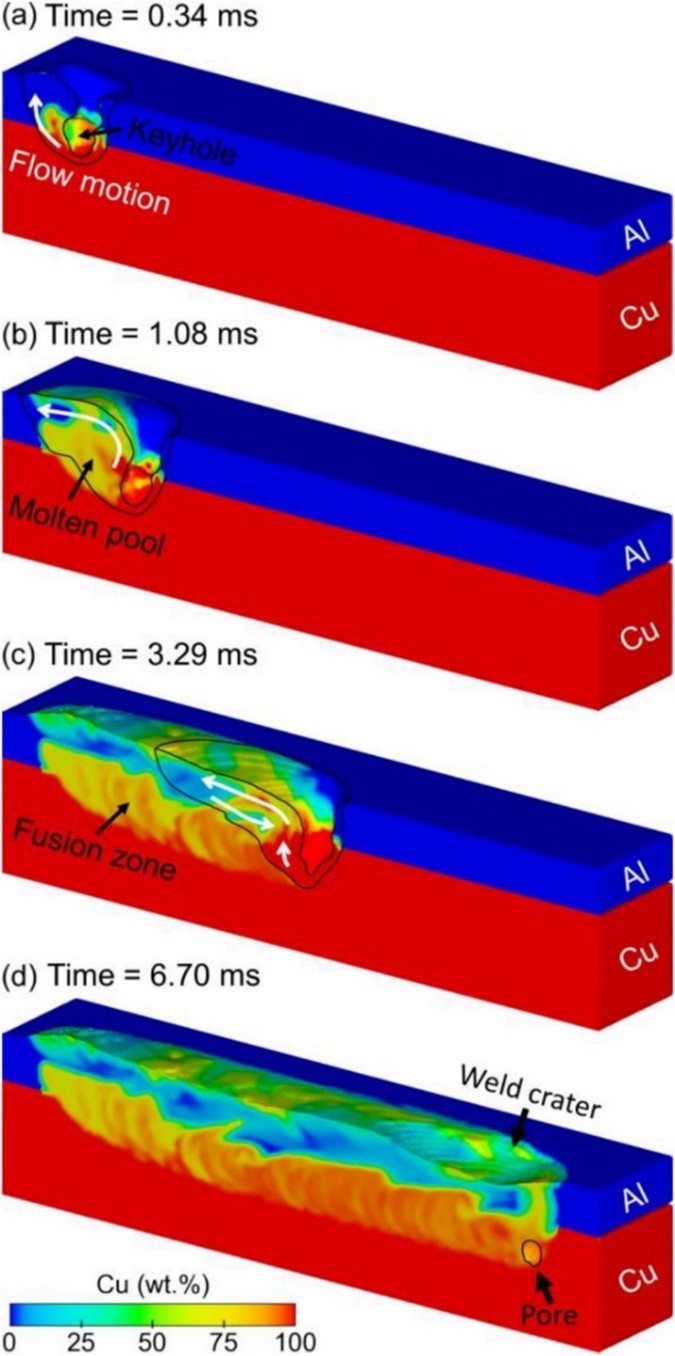
- 熔池内的金属混合情况
- 熔池的稳定性
- 孔隙
异种金属焊接的挑战
- 不是所有的金属都能应用
- 需要考虑:溶解度、热膨胀、熔化速率、金属间化合物、腐蚀性等问题
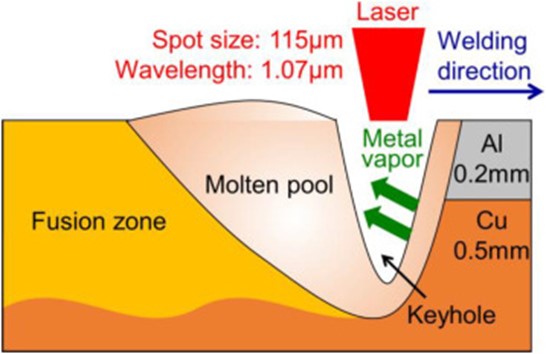
异种金属激光焊接示意图
实验设定
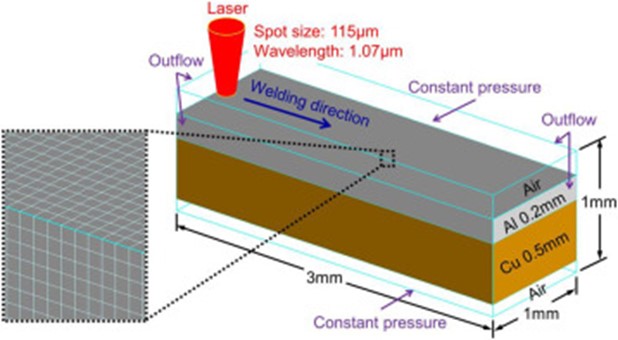
- 铝与铜金属以搭接接头 (lap joint) 的方式摆放
- 激光功率大小:668, 922, 1170W
- 扫描速度:0.2, 0.27, 0.35m/s
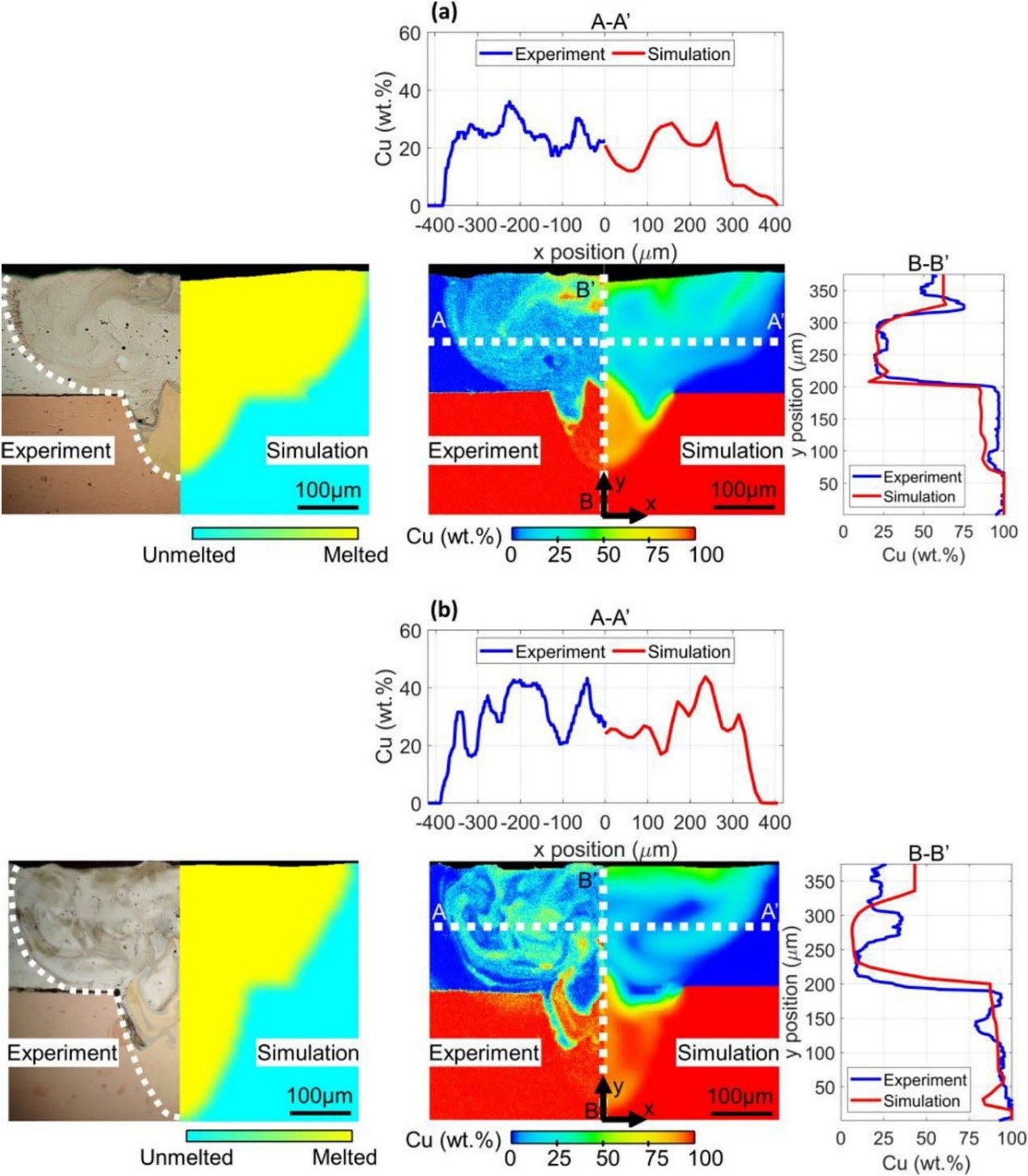
模型验证
以下列两个条件进行实验及数值模拟比对
- 668W, 0.2m/s
- 1170W, 0.35m/s
利用 EDS element Mapping 比对铜化合物与数值模拟的结果,呈现相当一致的结果分布。
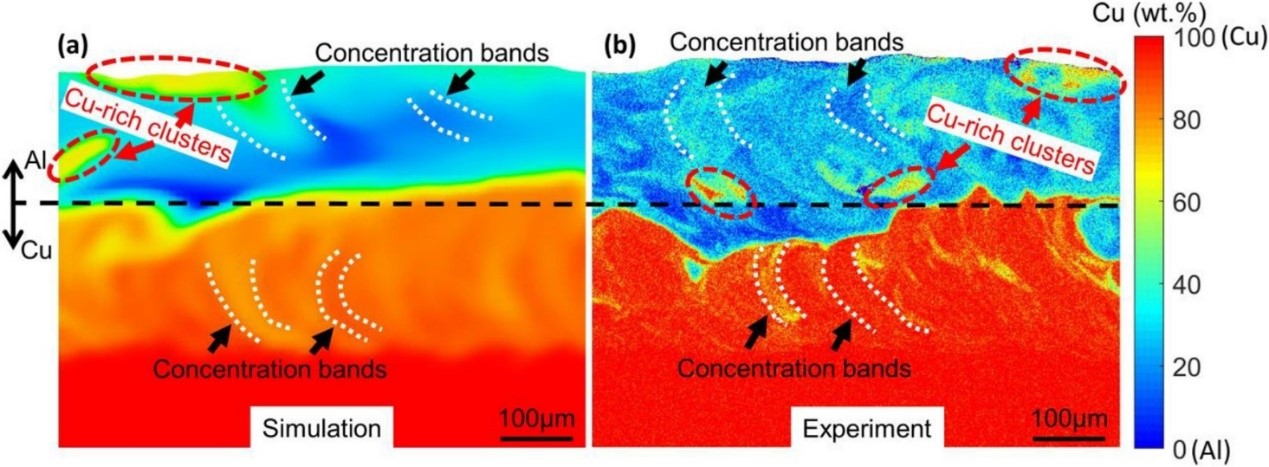
从数值模型观察的结果
1. 增加熔池热通量时,蒸气反冲压力与马兰戈尼对流增加,铜的扩散加剧
- 蒸气反冲压力造成熔融金属往上移动
- 马兰戈尼对流造成涡流现象
2. 匙孔的波动会造成金属混合不均匀
3. 熔融区上方的铜含量超过50%会增加熔合区的裂纹