激光焊接
相对传统焊接方法,激光焊接的优点包括更好的焊接强度、更小的热影响区、更高的精度、最小的变形以及焊接同种金属和异种金属的能力。
激光焊接仿真涉及激光热通量、金属液的蒸发压力、保护气体效应、熔池的反冲压力以及匙孔激光多重反射等物理模型,因此开发了WELD模块,捕捉所有相关的物理现象以进行真实的过程模拟。
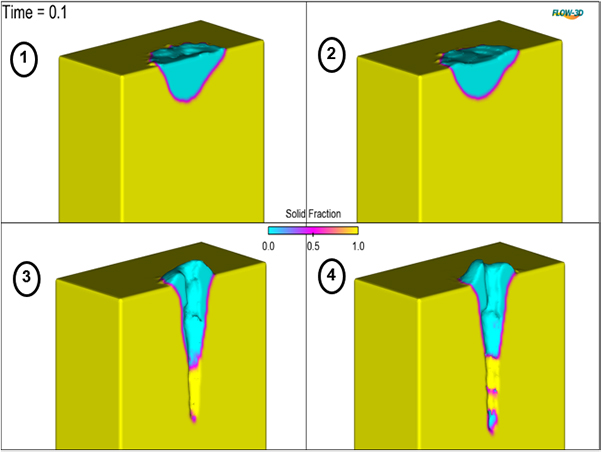
1. 熔焊 2. 熔焊+保护气体 3. 熔焊+保护气体+反冲压力 4. 熔焊+保护气体+反冲压力+激光多重反射
全熔透激光焊接实验
韩国科学技术院KAIST和德国联邦材料研究与测试研究所BAM利用16KW激光对10mm钢板进行了全熔透激光焊接试验。借助CCD摄像机,可以捕捉全熔透激光焊接时熔池顶部和底部的动态变化。
利用FLOW-3D WELD 对这个过程进行了模拟,模拟结果与实验结果相符。
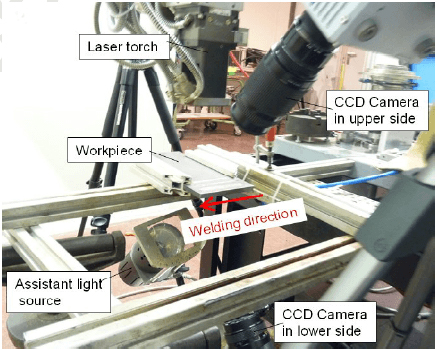
Experimental setup with CCD cameras observing the top and bottom molten pools
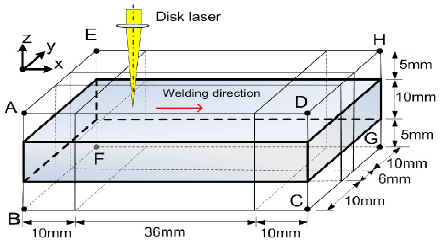
Schematic of computation domain in FLOW-3D
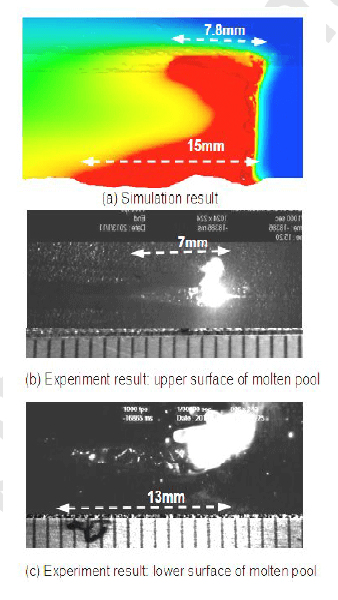
熔池顶部和底部长度的模拟结果为7.8mm和15mm,实验结果为7mm和 13mm
激光焊接气孔案例研究
通用汽车公司和上海交通大学合作开展了一项详细的研究,以了解焊接速度和焊接倾角等工艺参数对匙孔焊接中产生气孔的影响。
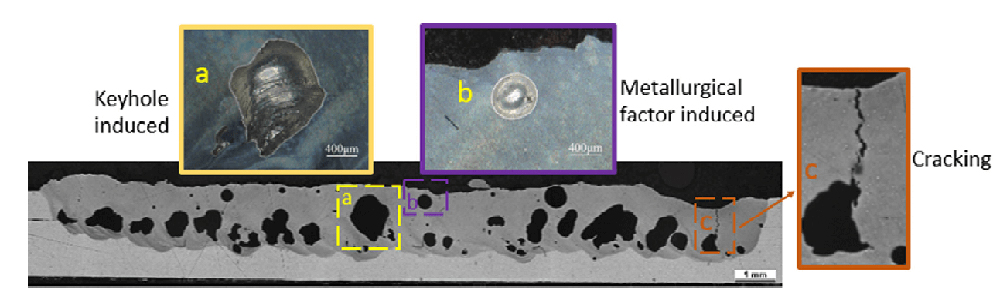
铝接头剖面的激光焊接气孔是由于熔池流体动力学因素产生的,可以引发裂缝,优化的工艺参数可以减少这种气孔
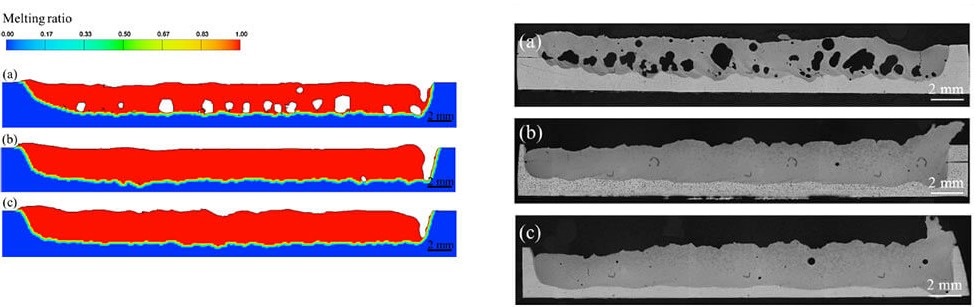
剖面气孔分布的模拟(左)和实验(右)
利用FLOW-3D WELD,研究人员解释了所有重要的物理现象,包括蒸发和反冲压力、熔池动力学、表面张力以及菲涅尔反射。
研究结果显示,增加激光功率、焊接速度和焊接倾角可以减少气孔。